
矩形風管對角線不等
矩形風管對角線不等現象是矩形風管制作中常見的質量缺陷。下料找方不準確,風管兩相對面的長度與寬度不相等,風管四角處的聯合角型咬合或者轉角咬口寬度不相等,以及咬口受力不均等均會致使矩形風管對角線不等,施工時應當多加注意。
1、材料找方劃線以后,檢驗每片寬度、長度及對角線的尺寸,對超出誤差范圍的尺寸應當予以校正。
2、下料后將風管相對面的兩片重合起來,檢驗其尺寸的準確性。
3、操作時應當保證咬口寬度一致,區別不同的咬口類型,手工咬口要均勻地壓實壓平。
4、如已出現上述問題。可以用法蘭口風管扳邊寬度調整風管兩端口平行度以及法蘭與風管的垂直度。

國形彎頭、三通角度不準確
圓形彎頭、三通角度不準確主要是指彎頭、三通角度線偏移,中心弧線不在同一平面上,直徑變小,造成咬口不嚴密等。出現這種情況的原因主要有:
1、下料時,放大樣展開劃線不準確,咬口寬度不同,插條尺寸有誤,其結果與風管系統內部件連接后影響其坐標與位置尺寸,加大了系統的漏風登。
2、按照一般劃線法求出的團周長偏小,其直徑相應變小。
3、由于各瓣單、雙口寬度不相等,導致成品角度不準確。當單口窄、雙口寬時,咬口會松動;當單口寬、雙口窄時,單口片的拼接口易受擠開裂。尤其是咬口處兩邊發生扭轉錯位,使中心弧線不在同一平面。
應對措施是;
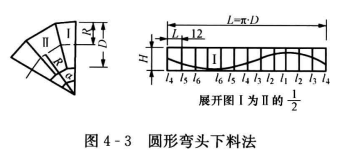
1、可采用系數下料法展開下料,如圖4-3所示。
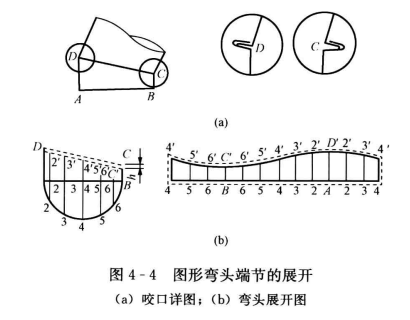
2、彎頭咬口時,搭扣緊密程度應相同,對直徑小的彎頭應當將彎頭BC’減去距離h (h通常為2mm),用BC’進行展開,如圖4-4所示。
3、彎頭各節在咬口時,應當使折邊寬度保持相同,并且將縱向咬口縫錯開,防止咬口扭轉和錯位。
4、彎頭裝配時,要把兩節展開線對正,準確后方可咬口合縫。
5、當三通的主風管與支風管組合縫用覆蓋法咬口連接時,其咬口余量要相同,寬度需均勻,且要咬緊咬平。
6、用插條連接時,主風管、支風管均應咬口折邊,并且檢查對口是否正確,再進行結合縫折邊。加工的插條間距應相同,插人后要敲平敲緊。
7、出現這種情況后,可以利用法蘭口風管扳邊寬度的方法調整角度。







