(1)氨系統(tǒng)管道一律采用無(wú)縫鋼管,安裝前必須逐根檢查管子質(zhì)量,并將管內(nèi)砂子、鐵屑、油污等污物清除干凈。
(2)氨系統(tǒng)管線應(yīng)盡量避免突然的向上和向下的連續(xù)彎曲,以減少管道阻力,避免氣封、液封和油封的形成。
(3)從壓縮機(jī)到冷凝器的高壓排氣管線穿過(guò)磚墻時(shí),應(yīng)留有20~30mm空隙,以防震壞磚墻。
(4)管線安裝應(yīng)符合施工圖要求,并注意下列管線段不得形成倒坡:
①壓縮機(jī)排氣管應(yīng)坡向氨油分離器。
②低壓循環(huán)貯液器至壓縮機(jī)的吸入管,應(yīng)坡向低壓循環(huán)貯液器。
(5)高壓排出管必須加固牢實(shí),不得有震動(dòng)現(xiàn)象。
(6)系統(tǒng)連接
①法蘭連接管徑在33mm及以上者,與設(shè)備閥門的連接一律采用法蘭連接.法蘭盤應(yīng)采用A3號(hào)鎮(zhèn)靜炭素鋼制作,并帶有凹凸口,表面應(yīng)平整和相互平行,在凹口內(nèi)必須放厚度為2~3mm的中壓石棉橡膠紙板墊圈,墊圈不得有厚薄不均、斜面或缺口。
②螺紋連接
a.管徑在25mm及以下者與設(shè)備閥門的連接可采用螺紋連接。
b.螺紋連接處應(yīng)抹氧化鉛(即黃粉)與甘油調(diào)料的填料,在管子子螺紋處涂勻(不要涂在閥內(nèi))填料不得突入管內(nèi),以免減小管子斷面,嚴(yán)禁用白漆麻絲代替。
③焊接
a.氨系統(tǒng)管道之間的連接一般采用氣焊,管壁厚度超過(guò)4mm者,可用電焊。選用焊條成分要與管材相適應(yīng)。
b.管道成直角焊接時(shí),應(yīng)按冷劑流動(dòng)方向彎曲。
c.兩根小管徑(38mm及以下者)管子直角焊接時(shí)應(yīng)用大一號(hào)管徑的管子焊接。
d.不同管徑的管子直線連接時(shí),應(yīng)將大管徑管子的焊接端滾圓縮小到與小管徑管子相同后才能焊接。
e.每一焊口最多不得超過(guò)兩次,超過(guò)兩次時(shí),應(yīng)將焊口鋸掉另?yè)Q管子焊接。
f.焊接一般應(yīng)在0℃以上條件下進(jìn)行,如氣溫低于0℃,焊接前應(yīng)注意清除管道上水氣、冰霜。必要時(shí)可預(yù)先加熱管道,保證焊接時(shí)焊縫能自于收縮。
(7)彎管
①管徑在57mm及以上者一般應(yīng)采用熱彎。
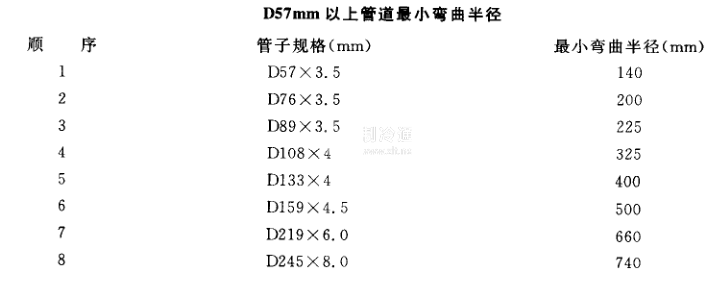
②管徑在57mm以下者,其彎曲半徑不得小于管子外徑的2.5倍,大于57mm管子的最小彎曲半徑應(yīng)符合下列要求: