
(1)泵殼體的檢修。檢修時首先將水垢積污沖刷干凈,然后檢查殼體有無裂紋等缺陷。通常用錘輕敲殼體的方法檢查裂紋,如敲擊時聲音破啞,一般有裂紋,應仔細復查,找出裂紋的起點和終點,然后進行修復。對一些輕微裂紋,可用焊補法修復。焊補前在裂紋的兩頭用鉆頭鉆孔,打上銷釘,使裂紋不致在修復時擴大,然后在裂紋兩邊開V形槽,再用電氣焊修補。
(2)軸和葉輪的修理。水泵軸在拆卸以后用煤油或柴油清洗干凈,然后檢查外表面有無裂紋、磨損和彎曲,對已磨損的軸可根據(jù)磨損程度采用鍍銘、噴鍍和堆焊等方法修復。
若軸出現(xiàn)裂紋,一般需更換新軸,不予修理。
對直徑較小的彎軸,可用手錘校直,但在受擊面需墊銅板,以保護軸的表面。對直徑較大的彎軸需在壓床上校直。
葉輪在拆洗后,可用小錘輕擊聽音法檢查裂紋,也可用鍍油擦白粉的方法檢查。
葉輪的裂紋可用焊補法修復,焊后要銼光或在車床上車平。
葉輪修理后,要做靜平衡檢查,對不平衡部分給以調(diào)整,還應測量輪面的擺度,對于直徑300mm以下的葉輪,其擺度不應超過0. 2mm。
(3)阻水環(huán)的檢修。阻水環(huán)用軸承合金或銅合金制成,拆后先用煤油清洗干凈,再檢查表面磨損情況,若合金磨損,可用堆焊法或重新澆鑄法修復。阻水環(huán)與葉輪的徑向間隙為0.1~0. 2mm,以不發(fā)生摩擦為宜。如漏水嚴重時,應更換合乎規(guī)格的阻水環(huán)。吸水管直徑小于100mm水泵的葉輪外徑與阻水環(huán)內(nèi)徑的間隙應不大于1. 5mm;如直徑在100 ~150mm時,間隙應不大于2mm。
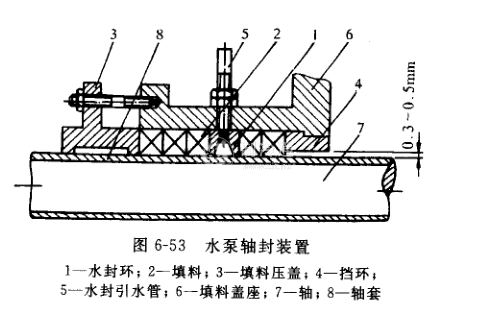
(4)填料盒的檢修。填料盒的構造見圖6-53,在檢修時應拆開清洗,在重裝時要注意有關部位的間隙。如擋環(huán)4與軸套8(無軸套時指軸)之間的間隙取0. 3-0.5mm,間隙過大,填料盒內(nèi)填料可能被擠出。填料壓蓋3與填料蓋座6之間的徑向間隙為0. 1-0. 2mm,間隙過大,填料易被壓偏。
換下的填料一般不再使用,若磨損不大,稍為發(fā)硬,可泡在稀油中軟化后再用。
填料裝配時,要把它切成正好足夠盤成一圈的長度,填入填料盒內(nèi),對口處還要稍留一些間隙,壓緊壓蓋時,間隙就會消失。相鄰兩圈的填料缺口應錯開120°。水封環(huán)的位置稍微裝在偏左一些,這樣當壓緊填料壓蓋時.填料被壓縮,水封環(huán)就向里邊移動,能恰好和引水管對準。
裝完填料以后,對稱地擰緊壓蓋螺釘。
(5) 滾珠軸承的檢修。將滾珠軸承拆下后放入煤油中清洗干凈,檢查內(nèi)外環(huán)有無裂紋,內(nèi)環(huán)與外環(huán)之間的間隙是否在規(guī)定標準內(nèi),見表6-9。
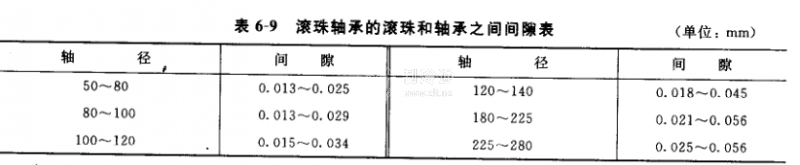
如果超出規(guī)定的尺寸,應更換新的同型號的軸承.裝配時應注意:
①裝配時的作用力要加在軸承套上。
②裝配時一定要使軸承與軸間靠緊。
③在裝配過程中,如需用錘擊時,應采用木錘或有色金屬棒,不可用鐵錘或加熱裝配。







