
當壓縮機在運轉過程中,如曲軸各軸承間隙過大,工作中有沖擊,引起曲軸的個別部分產生殘余變形;或曲軸在運轉時,以及在修理過程中,遭受過大的扭矩;譬如軸承燒損后,被燒熔的合金使曲軸轉動困難,修理磨合主軸承時,軸承間隙調整過小,或各道主軸承松緊度不一致,以及連軸飛輪、活塞連桿組等聯動機件相互連接部位不正常等,引起工作的不平穩,曲軸受力不均而發生變形現象。
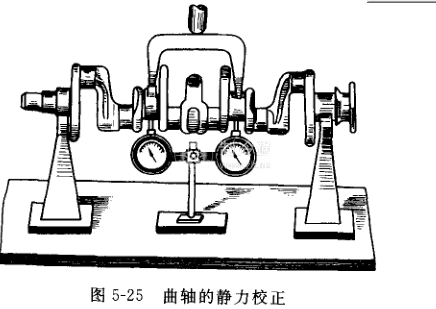
校正方法:可采用靜力校正法,將曲軸架在平板上的V形鐵架上,在中間一道主軸頸或曲柄頸的擬加壓部位下部立好千分表(最好把千分表的觸點立在被加壓軸頸的頸向端部,借以觀察各次加壓時的壓變量),然后分段緩慢地增加壓力,如圖5-25所示。
最后一次加工壓下量不能過大,考慮到曲軸的彈性變形,因此在校正時的反向壓彎量要比原彎曲量大,但不應超過原彎曲量的10--15倍為宜。校正后的曲軸應有微量的反向彎曲。在校正的同時,還應依彎曲變形的方向和程度用小錘或其他風動工具沿軸向“冷作”,這樣將集中的塑性變形化為分散的微量塑性變形,還會在曲軸臂表面層造成壓縮應力,從而增加曲軸的耐疲勞強度。







