
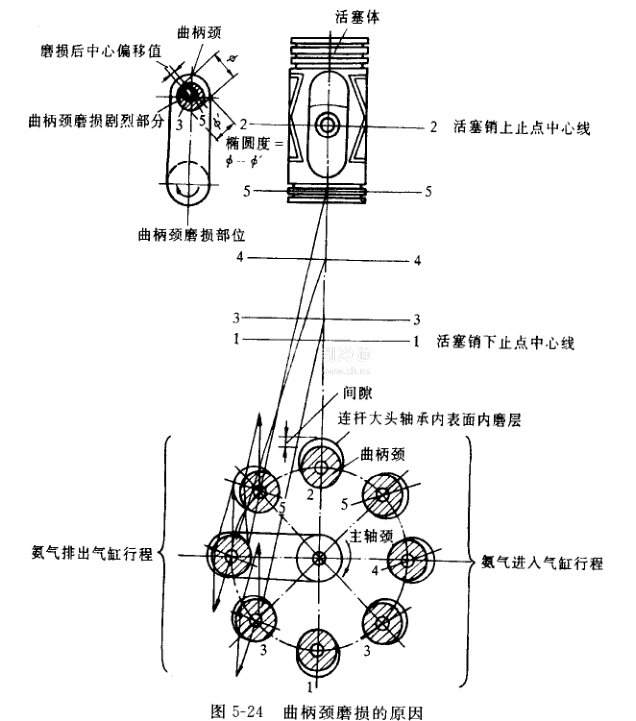
當軸轉(zhuǎn)動時,在壓縮過程中,由于被壓縮氣體的反作用力使曲軸頸遠離軸中心線的一側磨損,如圖5-24所示。在吸氣過程中,活塞因離心作用,使連桿與軸頸有脫離的傾向,并經(jīng)常地壓向曲軸頸道曲軸中心線一側,由于巨大離心力的長期作用,曲柄頸近曲軸中心線一側磨損較多。同理,主軸頸是靠曲柄頸的一側磨損較多,同時軸頸潤滑油道中在離心力作用下,使硬雜物偏集于軸頸一端,促使曲柄頸產(chǎn)生錐形磨損。實踐證明曲柄頸的磨損比主軸頸的磨損快。有些機器靠近皮帶輪(聯(lián)軸器)的一道主軸頸磨損快,對于三支點的曲軸,中央一道往往磨損快。
當曲軸發(fā)現(xiàn)磨損后.應進行修理,主要采用光磨。
在光磨軸頸之前,應將曲軸上一切損傷的部位都修理好之后才能進行。若曲軸是經(jīng)過校正的,則應經(jīng)過一段時間使曲軸的彈性變形完全恢復后才能進行光磨工作,光磨時應用專用磨床為宜。磨合軸頸的程序應先從主軸頸開始,同時為了尺寸相同,應從磨損最大的一個軸頸開始,軸頸光磨后,表面應光滑無波浪形或擦痕,如有毛刺須用油石或用木夾具在孔內(nèi)襯以00號砂布或涂以細磨膏把軸頸進一步拋光。最后可在外表面用5-10倍放大鏡檢查無缺陷即為合格。
如軸頸磨損程度輕微者,尚可做一些簡單工具用手工操作。于工具中夾上細紗布進行研磨。工具的制造較簡單,可用硬木或鑄鐵做成〔如連桿大頭軸承的二個半圓形瓦塊)。其規(guī)格能適合軸頸的形狀即可使用。操作相同于用木夾具拋光方法。
當曲軸磨損到最后極限修理尺寸時,可以采用噴鋼的方法來修復軸頸的原始尺寸。
修復后的軸頸,應達到下列技術要求:
①在同一根軸的軸頸尺寸誤差在0. 025mm以內(nèi)。
②曲柄頸與主軸頸不平行度不得超過每米長0. 2mm。
③曲軸的彎曲在0. 02mm以內(nèi)。
④軸頸表面光亮如鏡,應在八級光潔度以上。
⑤軸頸根部須有一定的圓角一般R=5~6mm。







