
在電冰箱的維修工作中,要把兩根銅管連接起來,可以采用焊接或接頭連接的方法,這兩種連接方法都需要對銅管進行漲口。
1.漲套口
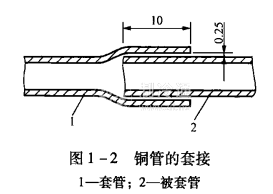
銅管焊接不能采用管口對管口的對焊法,因為這種方法易造成焊口強度變低,容易出現裂痕和形成焊堵故障。因此,一般要采用套接的方法,如圖1一2所示。這樣在焊接前就需要對作為套管的銅管進行漲套口。為了增加焊口的焊接強度,一般要使套管套口的內徑大于被套管外徑0. 5mm左右,套口的長度應在10mm左右,以便焊料熔液能夠流入套口間隙中,形成能滿足需要的焊接面。
漲套口又稱擴杯形口,需要一個專門沖子和一個夾具。漲套口沖子分三段構成,如圖1 -3(a)所示。前段長10mm,直徑等于套管內徑,作導向用,保證沖子在漲口操作中不歪斜。中段長約10mm,直徑為漲口后管的內徑,作漲套管用;后段較粗,作沖子的手柄用。夾具由兩塊夾板組成,用螺栓緊固,如圖1 -3 (b)所示。夾具上有幾個直徑不同的孔,用來夾緊不同規格的銅管。
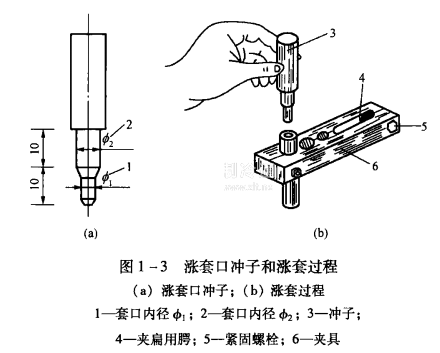
操作時,先把要漲的一端約20mm長的管頭用氣焊加熱(這個過程一般稱為退火),在空氣中自然冷卻后,用夾其夾于相同直徑的孔內,銅管露出高度要稍大于管徑。銅管被夾緊后,把夾具夾持在臺鉗上,然后在沖子頭上涂一層冷凍油,將沖頭插入管內后,用錘子輕輕敲擊,每敲擊一下,要將沖子轉動一個角度,直到沖好為止。
2.漲喇叭口
銅管活接,為確保連接處的密封性,管口需要擴大成喇叭口形狀。
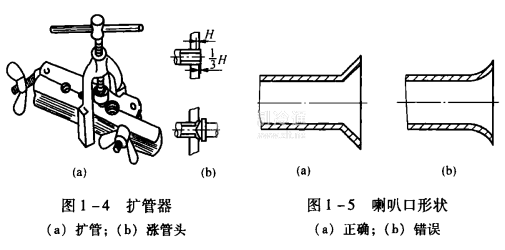
漲喇叭口需要使用專用工具—擴管器,其外形結構如圖1 -4 (a)所示。操作時,將已退火的銅管放入與管徑相同孔徑的夾具的孔中,鋼管露出的高度應為喇叭口深度的1/3,如圖1一4 (b)所示,然后在擴管器的翻邊錐頭上涂冷凍油,旋轉手柄將螺桿旋緊,將錐頭壓緊在管口上,緩慢旋轉螺桿,每轉一下需稍微倒轉一下再旋轉,直到將螺桿旋緊為止。
擴出的喇叭口應是平整的45°角,不能擴成帶弧度的45°喇叭口,如圖1 -5所示。喇叭口擴成后應圓整、平滑、無裂紋。







