
裝配應在對每個零件進行檢查,并對損壞零部件進行修理及更換后進行,裝配時一定要注意拆卸時記下的裝配位置記號,切不可將位置搞錯。
(1)將所有零件清洗干凈,并以壓縮空氣吹干。
(2)將所需使用的工具準備齊全,清洗干凈。
(3)將各主軸承按原位裝入吸排氣端座軸承孔內,并測量軸承內徑,使內徑符合與轉子軸頸配合的間隙要求。
(4)在吸氣端座與機體貼合的平面上涂密封膠。涂密封膠時應注意涂抹均勻。
(5)將吸氣端座放在機體吸入端,壓入定位銷后以螺栓固定。
(6)裝滑閥及其導向托板,導向托板先以定位銷定位后方可用螺栓將其固定。
(7)吸入端主軸承孔、機體內孔涂與正常開車時相同牌號的冷凍油后裝入陽轉子及陰轉子,其中后裝入的轉子需慢慢旋入,不可強制向機體內壓入。兩轉子的端面應靠緊吸氣端座。
(8)在排氣端座與機體貼合的平面上涂密封膠,注意涂抹均勻。
(9)將排氣端座放在機體排出端,以定位銷定位后用螺栓固定。在裝排氣端座時注意主軸承內孔,切勿擦傷主軸承。
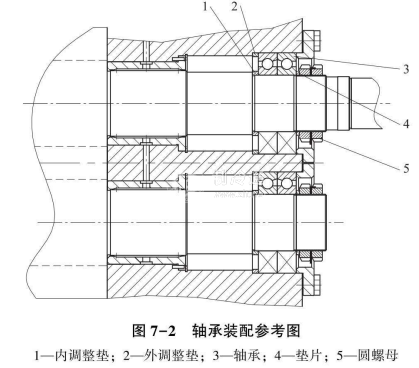
(10)放入調整墊片、止推軸承,并以圓螺母將止推軸承內座圈堅固在轉子軸頸上,要注意止推軸承方向。
(11)裝上軸承壓圈。
裝好后應按實際運轉方向輕輕盤動主動轉子,轉動應靈活。如排氣端間隙不合理,則應改變調整墊片厚度,如圖7-2所示。
(12)將排氣端蓋裝上定位銷定位后,以螺栓固定。
(13)裝入軸封動環等件,在動環摩擦面上涂冷凍油。
(14)裝軸封蓋及靜環。
(15)裝油活塞、吸氣端蓋。
(16)裝能量指示器,注意指針與滑閥位置相對應。
(17)將裝好的壓縮機吊入機組,并與電動機找正,證明同軸后方可安裝聯軸器。







