
1.打入與打出
在拆裝過盈配合的零件時,采用打入與打出的方法最為簡單。這種方法用錘擊的力量使配合件做軸向移動而進行拆卸或裝配。此法適用于比較簡單而堅實的部位,但應注意操作時不要損壞零件,所以在用手錘和鋼沖擊打時應加上軟金屬墊塊或木塊,以保護工件的表面。一般使用紫銅棒進行打入、打出操作。
為了便于零件的打入,孔邊緣加工成45°的倒角。裝入時在裝配面上涂上潤滑油,以便順利地打入。
用擊打法進行拆裝的零件有套配在軸上的零件和襯套在孔中的零件。例如滾動軸承用過盈配合連接在軸上,滾動軸承外圈用過盈配合裝入孔內,這兩種情況都采用打入與打出的方法進行裝配。
滾動軸承打入到軸上時,要求擊打的力量必須作用在滾動軸承的內圈上,否則將損傷軸承。在裝配時最好用與內圈直徑相同的無縫管加工成套管工具來代替鋼沖。這樣擊打時用力均勻,操作也方便。裝拆孔中的襯套或滾動軸承時,手錘的打擊力量應作用在軸套上或滾動的外圈上。以防止損傷零件,必須墊上鉛板或銅板。在擊打時,用力不要過大,要對角敲擊,以防零件偏斜。
2.壓力或拉力裝卸
用壓力或拉力裝卸過盈零件的方法與擊打的方法比較,區別在于前者加于零件上的力均勻,可防止零件偏斜及表面損傷。這種方法可用于裝卸尺寸較大或者過盈量較大的零件。
用于壓力或拉力裝卸零件的設備和工具較多,如壓床及各種螺旋工具。常用的壓床有螺旋壓床、齒條壓床、風動壓床和液壓壓床等。用齒條壓床壓出滾動軸承的方法如圖4一15所示。圖中的(1),(2)為壓入,(3)為壓出。較小的零件可在臺虎鉗上進行壓入和壓出操作,如連桿小頭襯套的裝配等。
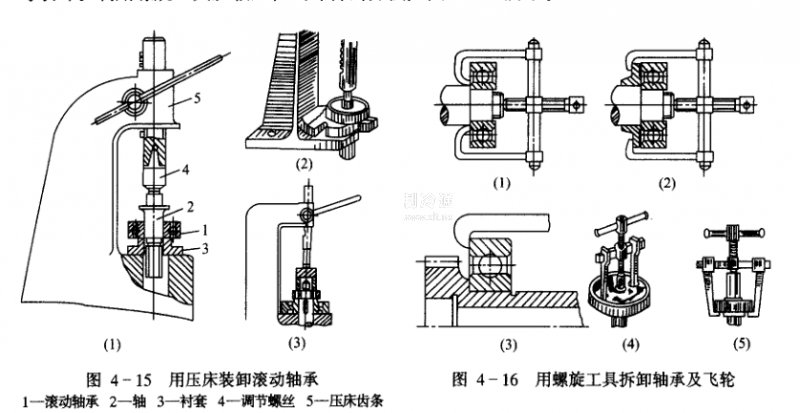
用壓床拆裝不方便的零件還可用螺旋工具進行裝卸,如齒輪、制冷壓縮機上的飛輪、聯軸器等裝卸。利用螺旋工具從軸上拉出零件的方法如圖4一16所示。
3.用加熱和冷卻的方法裝卸零件
根據物體熱脹冷縮的特性,用加熱的方法使孔的直徑擴大,用冷卻的方法使軸的直徑縮小,使過盈量減小甚至出現間隙,然后再進行擊打拆裝。這種方法比直接打入、打出對零件的操作力小些,且連接強度高,適用于過盈量大于0.1 mm或尺寸較大而無法壓配的零件。
在實際操作時,可用加熱或冷卻的方法配合螺旋工具加力進行拆裝。要注意加溫或降溫要均勻。如將機油加熱到90---100℃,澆在軸承的內圈上。為防止軸受熱,在靠近軸承內圈的部位包上一層石棉。加熱可在沸水或熱油池中進行,以保持零件加熱的均勻,減少變形。被加熱零件的溫度不宜超過120℃,否則容易變形而使零件失去原有的精度。







