
焊接工具主要由三部分組成,如圖1-8所示
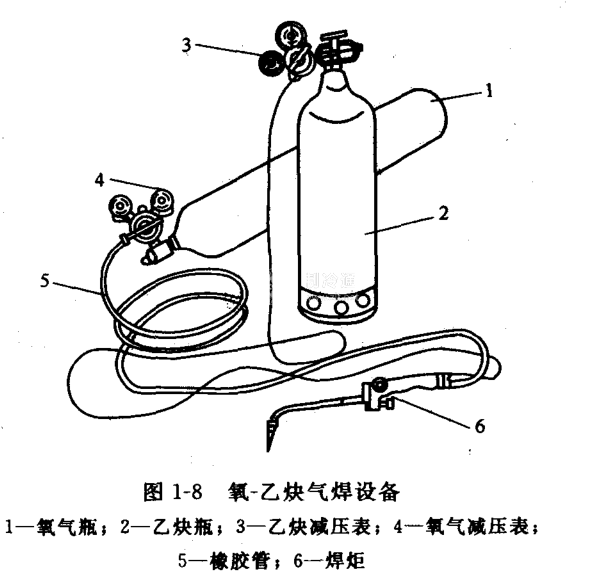
①氧氣瓶。氧氣瓶是儲存和運輸高壓氧氣的容器。氧氣瓶容量一般為40L,額定工作壓力為15 MPa。瓶體漆成天藍色,并漆有黑色“氧氣”字樣。
氧氣瓶在使用時有以下注意事項。
a.在室內外使用氧氣瓶時,必須安放穩固,防止傾倒;使用氧氣瓶時,要放在涼棚內,嚴禁陽光直接照射或靠近火爐、暖氣片,以防因溫度升高使瓶內壓力劇增,引起爆炸。冬季如果氧氣瓶凍結,要用熱水解凍,嚴禁用明火加熱。
b.嚴禁易燃物和油脂接觸氧氣瓶閥、氧氣減壓器、焊炬、氧氣膠管,以免引起火災和爆炸。
c.轉動瓶帽時,只能用手或扳手旋轉,禁止用鐵錘等硬物敲擊。
d.在安裝減壓器前,微開瓶閥,吹掉閥口內的雜物,再輕輕關閉,裝上減壓器后,要緩慢打開瓶閥,人體要避開閥門噴出方向。
e.氧氣瓶的氧氣不能全部用盡,最后要留0.05-0.1MPa壓力的氧氣。
f.搬運氧氣瓶必須戴上瓶帽,避免碰撞。不能與可燃氣瓶、油脂和任何可嫩物一起運輸;在固定焊接工位要用鐵鏈將瓶可靠固定,移動時需固定在專用移動小車上。
g.氧氣瓶應定期檢查’,經檢驗合格后方可繼續使用。
h.禁止用各種吊車吊運氧氣瓶,禁止使用沒有減壓器的氧氣瓶。
②乙炔氣瓶。乙炔氣瓶是儲存和運輸乙炔的容器。乙炔氣瓶容量一般為40L,額定工作壓力為1. 5MPa。瓶體漆成白色,并漆有紅色“乙炔”字樣。乙炔易溶于丙酮,根據這一特性,在乙炔氣瓶內裝有浸滿著丙酮的多孔性填料,可使乙炔穩定而安全地儲存在瓶中。
乙炔氣瓶在使用時有以下注意事項。
a.乙塊氣瓶不能受到劇烈的振動和撞擊。
b.乙炔氣瓶應直立放置,防止丙酮隨乙炔流出,發生危險。
c.乙炔氣瓶表面溫度不得超過40'C,因而必須避免陽光暴曬,應遠離熱源。
d.在減壓器與瓶的連接口或其他接頭管道有漏氣時嚴禁使用。
e.乙炔氣瓶氣體不能全部用完,要求瓶內表壓不低于0. 1 MPa。
f.開啟瓶閥時動作應緩慢,一般只需開啟3/4~3/2圈。
③焊炬。焊炬使氧氣與乙炔經兩個針閥調節后按正確比例混合,噴出的混合氣體點燃后可產生高溫,用來焊接管路的接頭。焊炬結構如圖1-9所示。
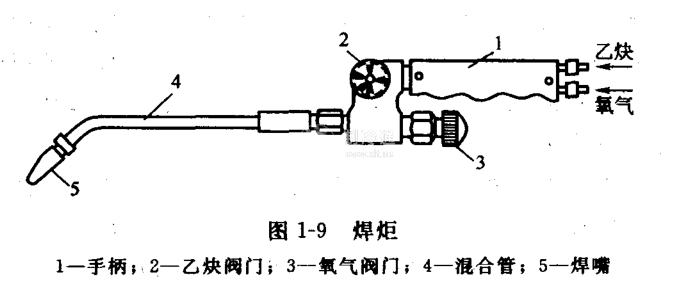
焊接時火焰的大小可通過兩個針閥控制、調整,不同的材料、不同的管徑,所需焊炬的大小和火焰溫度的高低也不同,這需在焊接時逐漸摸索,靈活掌握。
④焊料與焊劑。
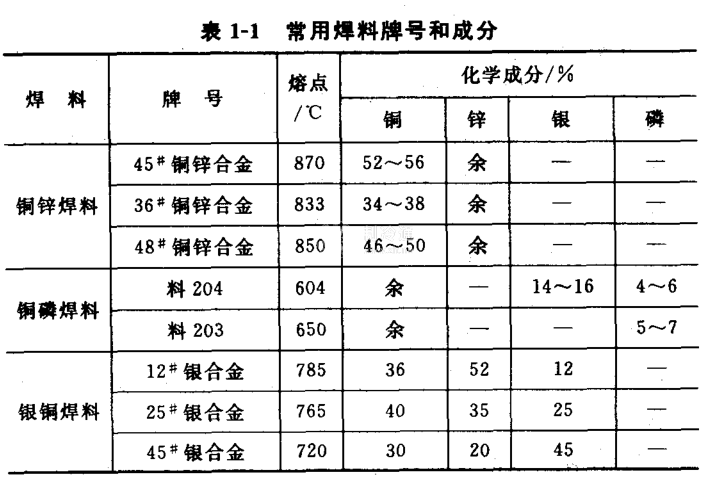
a焊料。制冷系統對密封性要求很高,而系統的密封性主要靠高質量焊接來保證,合理地選用焊料是保證焊接質量的重要環節。焊接時要根據管道材料和結構,正確地選擇焊料。常用的釬焊焊料有銀銅焊料、銅鋅焊料和銅磷焊料,常用焊料牌號和成分見表1-1。
銅與銅之間焊接可選用銅磷焊料或低含銀量的銅磷焊料。這種焊料價格低廉,具有良好的流動和潤濕性能,而且不需要焊劑。不需焊劑的焊料稱為自釬性焊料,這種焊料對制冷系統的焊接較好。因為焊劑有強腐蝕性,若焊后的殘留物清洗不凈,將帶來極大的后患,自釬性焊料則可避免這類腐蝕。
銅與鋼或鋼與鋼材料之間的焊接,可選用銀銅焊料和適當的焊劑。焊后必須將焊口附近的殘留物用熱水或水蒸氣沖洗干凈,以防產生腐蝕。焊劑使用時最好用酒精稀釋成糊狀,涂于焊口表面,焊接時酒精迅速揮發而形成平滑薄膜,不易流失。同時,亦可避免水分侵入制冷系統。
b.焊劑。焊劑也稱焊藥。在氣焊過程中,焊劑的作用主要是防止被焊工件金屬及焊料的氧化。氣焊時若不使用焊劑,焊縫中夾雜的氧化物會使焊接處的強度降低,產生泄漏。
焊劑分非腐蝕性和活化性兩種。非腐蝕性焊劑對氣焊溫度在800℃以上的金屬有效。活化性焊劑具有較強的清除氧化物和雜質的能力,但熔劑的熔渣對金屬有腐蝕作用,焊完后必須全部清除.
氣焊時要根據焊件的材料、焊料選用焊劑。銅管與銅管的焊接,使用銅磷焊料可不用焊劑,若使用銀銅焊料或銅鋅焊料可選用非腐蝕性焊劑,如硼砂、硼酸或兩者混合的焊劑。銅管與鋼管或鋼管與鋼管的焊接,用銀銅焊料或銅鋅焊料時,要選用活化性焊劑。







