
電冰箱、空調(diào)器等制冷管道的焊接主要采用的是氧氣-乙炔氣焊接。氧氣-乙炔氣焊接設(shè)備如圖7.14所示。
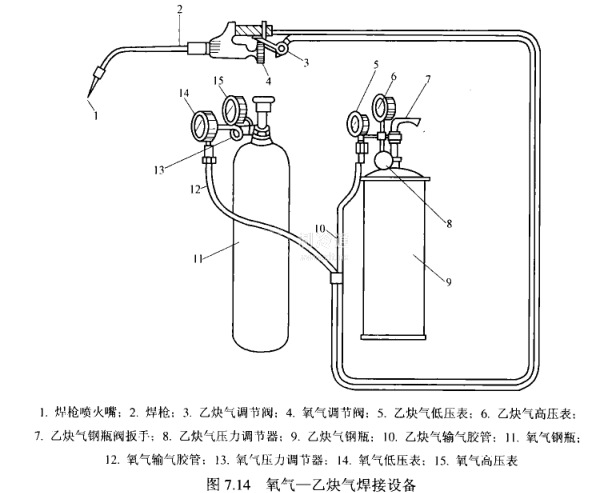
氣焊的方法如下:
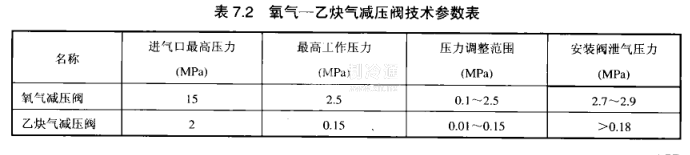
(1)給氧氣鋼閥和乙炔氣鋼瓶配置合適的減壓閥。儲(chǔ)存在鋼瓶?jī)?nèi)的氧氣、乙炔氣均為高壓氣體,一般氧氣壓力為15MPa,乙炔氣壓力為2MPa。而氣焊時(shí)需要的是低壓氧氣和低壓乙炔氣,因此,使用氧氣一乙炔氣釬焊,首先要在氧氣、乙炔氣鋼瓶上配置合適的壓力調(diào)節(jié)器。氧氣-乙炔氣減壓閥的技術(shù)參數(shù)如表7.2所示。
(2)在氧氣-乙炔氣減壓冰上分別接上不同顏色的輸氣膠管,然后與焊槍連接,關(guān)閉焊槍上的調(diào)節(jié)閥門。
(3)分別打開氧氣-乙炔氣鋼瓶上的閥門,調(diào)節(jié)減壓冰,使氧氣輸出壓力為0.5MPa左右,乙炔氣輸出壓力為0.05MPa左右。
(4)釬焊時(shí),首先打開焊槍上乙炔氣的調(diào)節(jié)閥,使焊槍的噴火嘴中有少量乙炔氣噴出,然后點(diǎn)火。當(dāng)噴火中出現(xiàn)火焰時(shí),緩慢地打開埋槍上的氧氣調(diào)節(jié)閥門,使焊槍噴出火焰,并按需要調(diào)節(jié)氧氣與乙燃?xì)獾倪M(jìn)氣量,形成所需的火焰,即可進(jìn)行焊接。
(5)釬焊用畢后,應(yīng)先關(guān)閉焊槍上的氧氣調(diào)節(jié)閥門,隨即關(guān)閉乙炔氣調(diào)節(jié)閥門,后關(guān)閉氧氣調(diào)節(jié)閥門,焊槍的噴火中會(huì)發(fā)生爆炸聲。







