
壓縮機的零部件通過檢查、測量、修理和清洗后,就可進行裝配工作,其步驟如下:
以壓縮機的吸氣端座為底,并在其下墊上木塊,豎直裝配
將各主軸承按號裝入吸、排氣端座內,再將吸氣端座的兩個主軸承各裝上擋圈。在壓入主軸承后,查看是否變形,并測量主軸承內徑尺寸,使與轉子軸頸配合的間隙符合要求。
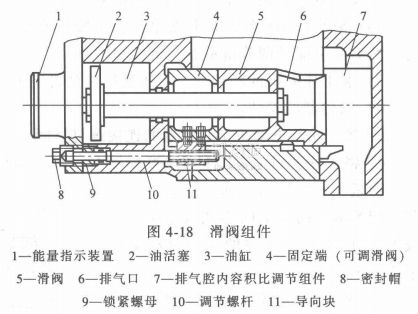
將吸氣端座平放在平臺上,其平面涂上厭氧膠,吊起機體,呈垂直狀裝在吸氣端座上,壓入定位銷后,才可擰緊螺釘。裝上滑閥組件,但滑閥導向塊(導鍵)應按出廠要求裝配,不得前后調換,如圖4-18所示。
將機體內和待裝入的轉子表面涂上潤滑油,用吊環螺栓將陰轉子吊起,垂直裝入機體內,然后用吊環螺栓吊起陽轉子,慢慢地旋入機體內,此時,陰轉子要跟隨陽轉子旋轉恢復原來 位置。
當轉子放入機體后,待轉子的下端已與吸氣端座緊靠,可測量轉子排氣端面與機體端面的間隙。用兩只吊環螺栓水平地吊起排氣端座,然后通過轉子軸端裝入機體上,在放置時,勿使軸端碰傷主軸承表面。放入調整墊塊。將推力軸承裝入排氣端轉子軸(陰螺桿)上,然后將圓錐滾柱軸承裝在吸氣端的軸上。
在各轉子軸上旋上鎖緊螺母(必須擰緊),裝上推力軸承壓板,用螺釘壓住。注意用手盤動轉子應是輕便無阻力,且能慣性轉動若干轉。用兩個吊環螺栓垂直而慢慢地吊起排氣端座,此時轉子也跟著上升,使轉子露出適當高度,墊上墊塊,用塞尺測量轉子排氣端面與排氣端座的間隙。
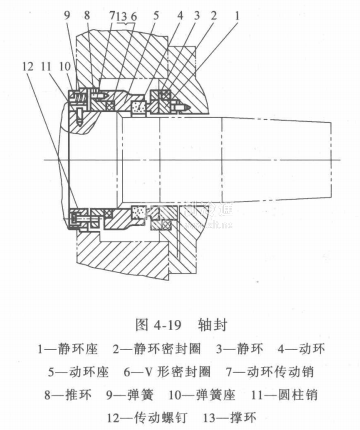
若排氣側的間隙過大,可減薄調整墊塊;如間隙過小,則加厚調整墊塊。調整結束后,將機體平面按上述方法涂上厭氧膠。轉子的吸氣端面與吸氣端座的間隙,其調整方法與上述相同。排氣端座平面放上紙墊,對準定位銷和緊固連接螺釘裝上排氣端座。裝上軸封彈簧座、彈黃、推環、密封圈、動環及靜環等零件,最后將軸封蓋的連接螺釘緊固,如圖4-19所示。在裝配上述零件時,應涂上潤滑油。







