
氣缸套裝配
裝配壓縮機汽缸套時,將頂桿和彈簧裝入氣缸套的外孔內,開口銷鎖牢,再將轉動環(分左右)和墊環以及彈性圈裝好,最后檢查轉動環的移動是否靈活。
活塞、連桿的裝配
1.連桿小頭與襯套的裝配應注意配合尺寸的檢查,可用臺虎鉗或壓床將襯套壓入連桿小頭孔中,油銷方向不能搞錯,再將活塞銷放入襯套孔內,檢查其靈活性。
2.檢查活塞銷的長短,要保證鋼絲擋圈能放入活塞銷孔的植中。
3.裝活塞銷時,應檢查連桿與活塞的號碼,防止裝錯。裝配時先將活塞放在80~100℃的熱油中加熱,然后將活塞銷插入一端活塞銷孔和連桿小頭襯套孔內。裝時盡量不要用錘子敲擊,若需要敲擊時,可用木榔頭輕輕地敲打,最后把鋼絲擋圈裝入活塞銷座孔槽內。若環境溫度較低,活塞銷也要略微加熱,不然,活塞與活塞銷因金屬材料不同,其膨脹系數也不相同,若活塞銷太涼,捅入孔內局部傳熱快,沒等活塞銷裝好,活塞銷座急劇收縮,裝不進去。
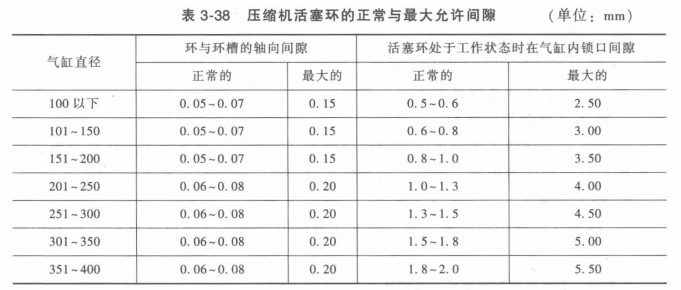
4.將氣缸和油環裝入活塞環槽內。裝配時,要檢查活塞的表面狀態,環摺口邊緣凡有毛刺應仔細刮除掉。活塞環應能方便地卡進環槽中,并在槽中靈活自如地轉動。如果發現卡咬現象,應對環槽進行修刮。活塞環兩端平面與環槽之間的間隙應在0. 05~0.08mm之間,活塞環搭口間隙取決于缸徑,一般缸徑大,間隙可略大;反之則小。具體見表3~38。
5.對活塞環進行檢驗。活塞環的兩端面應平直,不應有翹曲、扭曲等現象。檢驗時可將活塞環放在平板上,用塞尺塞人活塞環與平板之間縫隙內檢驗。其次要檢查活塞環的彈力與活塞環開口間隙,確保在活塞環未裝人活塞之前符合規定的技術標準,不然不能裝配使用。
6.對于連桿小頭是滾針軸承的,在裝配前,首先將夾圈和滾針裝入軸外殼內,然后把引套插入。
裝配時加熱小頭,將一只孔用彈性擋圈,用尖嘴鉗裝入小頭孔的凹槽內。將軸承擋圈和滾針軸承裝入小頭孔內,再放入軸承擋圈,然后裝上另一只孔用彈性擋圈。







