
吸氣、排氣閥組是壓縮機(jī)內(nèi)重要的部件之一。它直接影響到壓縮機(jī)的制冷量、功率消耗和機(jī)器的正常運(yùn)轉(zhuǎn)。吸氣、排氣閥組常見的問(wèn)題是閥片的磨損和破碎以及閥座上的閥線擦傷和損壞,彈簧或閥片的彈性失效等。
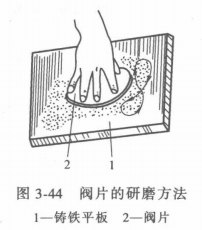
1.閥片的修理閥片的密封面稍微不嚴(yán),或有微小的斑點(diǎn)時(shí),可用汽油洗凈放在鑄鐵平板或玻璃板上,根據(jù)閥片的不平整程度決定粗磨或細(xì)磨來(lái)選擇研磨劑。粗磨時(shí)可用氧化鋁系的單晶剛玉磨粉(180~230號(hào))和N15機(jī)械油調(diào)和成稀糊狀的研磨劑。粗磨后可用研磨青或煤油作研磨劑進(jìn)行細(xì)磨,研磨時(shí)必須保持水平,用力均勻,路線按8字形軌跡移動(dòng),如圖3~44所示。磨光后用煤油清洗干凈,與內(nèi)、外閥座組合,用煤油注入閥片的通道處,試驗(yàn)閥座圈與閥片的密封性,3~5min內(nèi)不應(yīng)有油滴從密封線處漏出,即說(shuō)明閥片與內(nèi)、外閥座的密封良好。
2.內(nèi)、外閥座的修理內(nèi)、外閥座的密封面,如有斑點(diǎn)或輕微的拉痕時(shí),可置于平板或玻璃板上涂上研磨劑進(jìn)行研磨修復(fù)。
1)內(nèi)、外閥座的密封面,允許深度為1mm,當(dāng)磨損量達(dá)0. 3mm以上或密封面有較深的傷痕,無(wú)法用研磨方法消除時(shí),應(yīng)用車削方法修復(fù)。如果遇到閥線缺口,可用補(bǔ)焊方法解決。
2)補(bǔ)焊系用錫秘合金焊條加焊接劑濃鹽酸和鋅,在被焊處先用丙酮洗滌數(shù)次,然后涂上焊接劑,用電烙鐵將錫、秘合金焊條焊接在需要補(bǔ)焊的部位上。凡經(jīng)過(guò)補(bǔ)焊的地方,往往焊料堆積,毛刺也多,因此必須加工和研磨,直到零件達(dá)到加工要求為止。
3)閥座的閥線經(jīng)多次車削、磨削及研磨后,其閥片升程要改變。因此,對(duì)其他相鄰的零件要作相應(yīng)的調(diào)整。







