
修理制冷壓縮機氣缸的方法如下:
氣缸套密封面的修理
1.氣缸套與外閥座接觸面的修理。氣缸套座面稍微不嚴密或有條狀的黑痕時,可放在平板或玻璃上,用研磨方法修理。若氣缸套座面是被破碎的閥片壓傷,則用研磨方法難以修復,此時氣缸套應先在車床上車削,然后用研磨(精磨)方法修復。若氣缸套座面車削有困難時,可用軸承合金填補方法修復。
2.氣缸套與吸氣閥片接觸密封面的修理。若閥密封面損傷,用研磨方法消除有困難時,可用車削方法修復,必須注意根據閥密封面與凹植平面的深度以及閥密封面與氣缸套座面的高度進行修復。
氣缸套拉毛后的修理
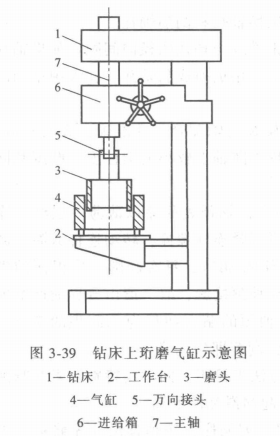
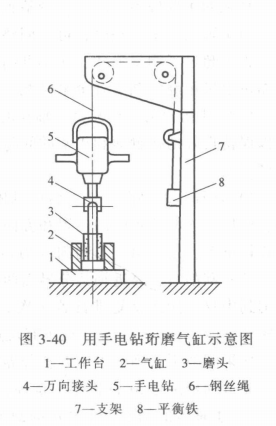
氣缸套內壁表面拉毛或輕微擦傷,如果有條件的修理單位,可在簡易的鉆床或手電鉆上安裝幣磨頭(圖3-39、圖3-40)。由主軸帶動傳動進行研磨。研磨頭轉速150~250r/min范圍內,不能太高。磨條采用粒度為240~250號的碳化硅砂條油石,調整好油石的平行度,用煤油作潤滑液進行研磨。
除用研磨外還可用手工直接修理。手工修理可用條狀半圓形油石,用手拿著沿氣缸圓周方向反復研磨,然后用400號砂紙沾上煤油或柴油沿氣缸圓周方向再次研磨,直到用手摸后感覺不到拉毛或擦痕為止。打磨完后應徹底清洗,再用帆布按氣缸圓周方向擦磨多次。
當氣缸孔徑磨損較大,或經幾次修理后缸徑擴大,無法再錘孔或晰磨時,可采用鍍鉻方法進行修理,如圖3-41所示。鍍鉻適用于磨報不大于0. 5mm的氣缸。鍍鉻層最適合的厚度為0.05~0. 15mm。氣缸鍍鉻修理時,一般采用多孔性鍍鉻法,操作方法如下:鍍前應使氣缸內孔的圓度及圓柱度誤差符合要求,并徹底清洗,除去油垢。
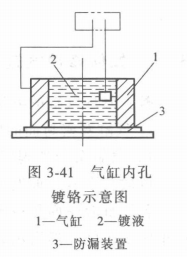
首先進行普通的耐磨性鍍鉻。氣缸體為陽極,鍍鉻液通電分解后銘便牢固地附于氣缸內壁上。然后進行陽極酸蝕。以氣缸體作為陽極,使鉻層脫落,這樣會在鍍鉻層上形成細孔及油溝,因而具有良好的潤滑性和儲油性,鍍鉻后需進行研磨或拋光處理。







