
曲軸是活塞式壓縮機(jī)中最重要的部件之一,加工比較復(fù)雜,運(yùn)行中受力也最大。曲軸損壞的主要原因有以下幾種:相對(duì)運(yùn)動(dòng)的部件間隙配合不當(dāng);各運(yùn)動(dòng)部件潤(rùn)滑不良;超負(fù)荷運(yùn)轉(zhuǎn);運(yùn)動(dòng)部件被異物卡住;壓縮機(jī)與電動(dòng)機(jī)未安裝好,有不同角度的傾斜和松動(dòng)。
曲軸在檢修過程中有下列情況都需要進(jìn)行修理或更換。
曲軸產(chǎn)生裂紋 曲軸裂紋多數(shù)是由于軸瓦巴氏合金過度磨損燒熔;主軸安裝不當(dāng);運(yùn)動(dòng)機(jī)構(gòu)中發(fā)生連桿螺栓折斷等。曲軸的裂紋多發(fā)生在軸頸上。如有輕微軸向裂紋可作磨削處理,直到磨去裂紋為止;如裂紋徑向很深則以更換新軸為宜。
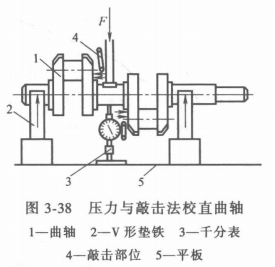
曲軸發(fā)生彎曲 對(duì)彎曲不大的小型曲軸可采用靜點(diǎn)機(jī)械壓力以敲擊校正,如圖3-38所示。在中間一道曲軸頸或曲拐曲軸頸部加壓部位的下面立好千分表,然后分段緩慢地增加其壓力,最后一次下壓量不能過大,避免曲軸非彈性變形。另外,曲軸校直時(shí)的反向壓彎量要比原來彎曲量大些,以不超過原來彎曲量的1~1.5倍為宜,這樣校直后的曲軸具有徽量的反向彎曲。沿曲軸長(zhǎng)度方向進(jìn)行“冷作”,以便分散塑性變形,可以增加曲軸的耐疲勞強(qiáng)度。







