
檢查氣缸套磨損情況:
1.檢查制冷壓縮機(jī)氣缸套與吸氣閥片接觸密封面,不允許有斑點(diǎn)或溝痕,當(dāng)溝痕深度小于0. 2mm時(shí),可用研磨方法修復(fù);溝痕深度達(dá)到0.3mm以上時(shí),應(yīng)更換新氣缸套。
2.檢查氣缸套與閥套的接觸面,不允許有斑點(diǎn)或條狀的黑痕跡。
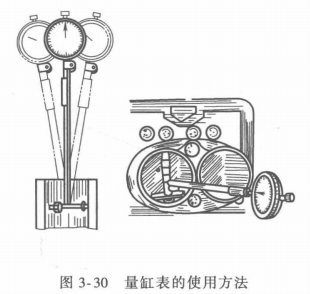
3.測(cè)量氣缸套磨損量:測(cè)量氣缸套磨損時(shí)使用量缸表,量缸表(千分表裝置在T形支架上)的具體使用方法如圖3-30所示。或用內(nèi)徑千分尺測(cè)量氣缸套的磨損數(shù)值,如系列12.5制冷壓縮機(jī)用100~160mm規(guī)格的量缸表,或用內(nèi)徑千分尺(規(guī)格是125~150mm ),在氣缸套內(nèi)徑上、中、下三個(gè)部位交叉進(jìn)行多次測(cè)量,檢查氣缸內(nèi)表面的磨損數(shù)值。
系列制冷壓縮機(jī)的氣缸套內(nèi)表面的磨損量為1/250缸徑時(shí),最好更換氣缸套;磨損量為1/200缸徑時(shí),必須更換;其圓度大于最大磨損總量的1/2時(shí),也應(yīng)更換氣缸套。
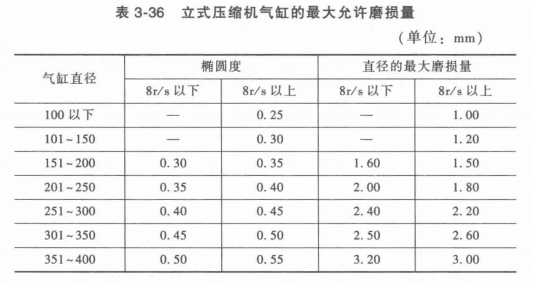
國(guó)產(chǎn)非系列的不同轉(zhuǎn)速的制冷壓縮機(jī)的氣缸最大允許磨損量見(jiàn)表3-36。
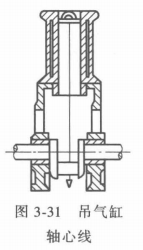
檢查如圖3-31所示老式的立式制冷壓縮機(jī)的氣缸垂直度和水平度。
1.檢查氣缸的垂直度。氣缸的垂直度可在氣缸內(nèi)用側(cè)錘吊軸心線(用直徑0. 2~0.3mm的鋼絲)的辦法來(lái)側(cè)量,如圖3-31所示。
使用內(nèi)徑千分尺先找出氣缸上端中心點(diǎn),再測(cè)量氣缸的下部,然后將氣缸圓周分成四等份,每隔900測(cè)量從氣缸壁側(cè)至軸心線的距離,即可得出氣缸的垂直度偏差。氣缸垂直度允差1000:0. 15。
2.檢查氣缸的水平度。對(duì)于立式壓縮機(jī)用框式水平儀在氣缸上端(取下氣缸蓋)測(cè)量其橫向和縱向水平,每米偏差不得超過(guò)0.3mm。







