
a.曲軸水平度測(cè)量可將框架水平儀放置在外軸頸或軸封器軸頸處測(cè)量,然后將曲軸依次轉(zhuǎn)動(dòng)45°八個(gè)點(diǎn),進(jìn)行復(fù)測(cè),檢查其水平。
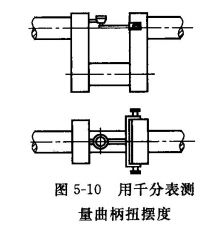
b.曲軸兩端以及軸與主軸承的同心度測(cè)量可通過(guò)測(cè)量曲軸四個(gè)位里的扭擺度而得知。其方法是將裝有千分表的測(cè)量曲柄支架固定在曲拐上,表頭接觸點(diǎn)裝置在主軸的曲柄外緣,撥動(dòng)軸一周,在每隔90°角處,從千分表讀數(shù)來(lái)檢查曲軸的扭擺度,如圖5-10所示。其各點(diǎn)間的允許差值為0.02~0.04mm。如扭擺度過(guò)大,將導(dǎo)致曲柄與曲柄銷相連接處的金屬過(guò)度疲勞,造成裂紋和折斷事故。
c.曲柄銷中心線與主軸頸中心線的平行度測(cè)量將水平儀放里在曲柄銷及主軸頸上,根據(jù)水平儀在軸的90°角四個(gè)位置上所測(cè)量的差值,觀察曲柄銷的平行度。曲柄銷與主軸頸的不平度允許誤差每米長(zhǎng)度為士0. 1mm。這種測(cè)最方法簡(jiǎn)便,但要求各軸頸必須平整,而且要有能放入曲柄銷內(nèi)的水平儀。
也可將曲軸放在標(biāo)準(zhǔn)平臺(tái)上的V形鐵內(nèi),先將兩頭主軸頸校平,誤差為0. 01mm,然后用百分表測(cè)量曲軸主軸頸及曲柄銷的平行度。
d.曲軸主軸頸、曲柄銷的圓錐度和橢回度測(cè)量用外徑千分尺在距離軸肩或軸承邊緣10mm處,側(cè)量軸頸垂直方向的直徑與水平方向的直徑,以測(cè)量四個(gè)尺寸來(lái)判斷出橢圓度和圓錐度。軸順較長(zhǎng)時(shí),在軸頸中間還可以加測(cè)一處。當(dāng)主軸頸的橢圃度在1/1500時(shí)最好進(jìn)行修理,1/1250時(shí)必須進(jìn)行修理,曲柄銷的橢圓度在1/1250時(shí)最好進(jìn)行修理,在1/1000時(shí)必須進(jìn)行修理.圓錐度不得超過(guò)橢回度的0.5倍。軸頸如經(jīng)多次車削研磨后,其直徑允許減少3%,超過(guò)此值應(yīng)做出補(bǔ)強(qiáng)措施—噴鋼、鍍鉻等或更換新軸。







