
零件研磨時(shí),可根據(jù)零件磨損或劃傷的程度,分別在0.5,1.5,2.5μm的平板上研磨(其中0.5μm平板為精研磨,2.5μm為粗研磨)。開(kāi)始來(lái)回直推,然后著力均勻地用∞字形研磨,就能達(dá)到足夠的精度。研磨后零件表面的不平度,可以用平晶或用零級(jí)刀口尺檢驗(yàn)。前者可檢驗(yàn)平面度達(dá)萬(wàn)分之幾毫米的精度,后者可達(dá)到千分之幾毫米的精度。氟利昂制冷機(jī)軸封用的非金屬石墨環(huán)也可用它研磨。當(dāng)壓砂平板切削力減弱時(shí),平板須重新壓砂。
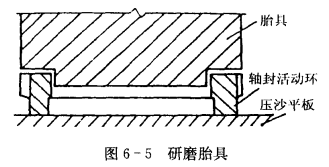
為使零件研磨均勻,應(yīng)根據(jù)零件的特征,制作一胎具,一邊研磨一邊旋轉(zhuǎn)。圖6-5為2AL15型制冷機(jī)軸封動(dòng)密封環(huán)研磨用的胎具。
如果條件較差,也可用毛玻璃(但一定要平)作平板進(jìn)行研磨。這種研磨平板,金剛砂或研磨襄呈浮動(dòng)狀態(tài),相對(duì)切削量小,故速度極慢,并且還有少許研磨料戲入被研零件表面。在精研時(shí)必須用綢布或廘皮涂上研料和冷凍油在玻璃板上精研,這樣才能達(dá)到 光潔度。但是,這種方法研磨零件其平面性是較差的。
軸封零件組裝時(shí),其摩擦面要抹冷漿油,以免初運(yùn)行時(shí)因缺油干摩擦而發(fā)生燒傷故障。







