板材放樣下料應符合下列規定:
1、放樣與下料應在平整、潔凈的工作臺上進行,并不應破壞搜面層。
2、風管長邊尺寸小于或等于1160mm時,風管宜按板材長度做成每節4m。
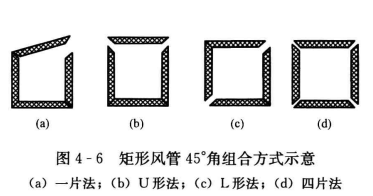
3、矩形風管的板材放樣下料展開宜采用一片法、U形法、L形法、四片法(圖4-6)。
4、矩形彎頭宜采用內外同心弧型.先在板材上放出側樣板,彎頭的曲率半徑不應小于一個平面邊長,圓弧應均勻。按側樣板彎曲邊測量長度,放內外弧板長方形樣。彎頭的圓弧面宜采用機械壓彎成形制作,其內弧半徑小于150mm時,軋壓間距宜為20~35mm;內弧半徑為150~ 300mm時,軋壓間距宜為3550mm;內弧半徑大于300mm時,軋壓間距宜為50~ 70mm,軋壓深度不宜超過5mm。
5、制作矩形變徑管時,先在板材上放出側樣板,再測量側樣板變徑邊長度,按測量長度對上下板放樣。
6、板材切割應平直,板材切斷成單塊風管板后,進行編號。
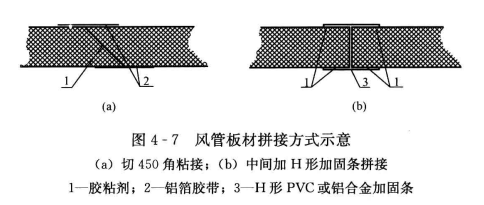
7、風管長邊尺寸小于或等于1600mm時,風管板材拼接可切45°角直接粘接,粘接后在接縫處兩側粘貼鋁箱膠帶;風管長邊尺寸大于1600mm時,板材需采用H形PVC或鋁合金加固條拼接(圖4-7)。