
氦質(zhì)譜檢漏儀為原子能工業(yè)中常用的一種檢漏設(shè)備,現(xiàn)已在吸收式制冷機(jī)組上廣泛采用。由于這種檢漏儀的靈敏度極高,因此,機(jī)組經(jīng)其檢漏后,可進(jìn)一步提高氣密性,有利于機(jī)組的性能及壽命的提高。
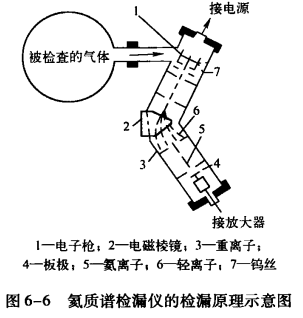
氦質(zhì)譜檢漏儀的檢漏原理示意圖如圖6-6所示。將機(jī)組抽空至50 Pa的絕對(duì)壓力(真空度越高越好),然后充入一定量的氦氣。氦氣通過(guò)泄漏處擴(kuò)散到氦質(zhì)譜檢漏儀的接收端,沖擊在鎢絲上,氣體離子化,依靠電子槍的作用,沿箭頭所示方向前進(jìn),并依靠電磁棱鏡分離出重離子與輕離子,在氮離子被分離的地方,設(shè)置板級(jí)。根據(jù)被檢驗(yàn)處的氦離子放電量,可測(cè)得氮離子數(shù),確定泄漏量。
1、機(jī)組內(nèi)無(wú)溴化鋰溶液時(shí)的檢漏方法:
a.噴氦檢漏:
.啟動(dòng)真空泵,將機(jī)組抽真空至所需要的真空度;
.將氮質(zhì)譜檢漏儀與機(jī)組相連;
.對(duì)機(jī)組的焊縫、接頭及閥門等部位進(jìn)行噴氮,檢漏儀會(huì)顯示出泄漏量;
.對(duì)泄漏處進(jìn)行修補(bǔ),修補(bǔ)好后再進(jìn)行噴氮,直至合格。
b.氦罩檢漏:
.啟動(dòng)真空泵,將機(jī)組抽真空至所需要的真空度;
.將質(zhì)譜儀與機(jī)組相連;
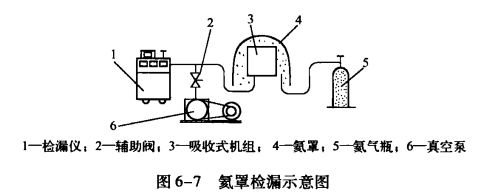
.用氦罩罩住機(jī)組,如圖6-7所示;
.往罩里充注一定量的氦氣;
.10min后,等漏率顯示穩(wěn)定,讀出漏率數(shù)值并進(jìn)行記錄;
.檢驗(yàn)合格的標(biāo)準(zhǔn)為漏率小于2.03 Pa·mL/s,否則要對(duì)機(jī)組重新檢漏,找出泄漏處。
需要注意的是,檢漏前,機(jī)身及焊縫處不得涂刷油漆,以免油漆涂層堵塞漏孔,而且在檢漏時(shí),水室蓋板應(yīng)打開(kāi)。
2、機(jī)組已充注溴化鋰溶液或已使用過(guò)時(shí)的檢漏:
.用壓縮空氣將需要檢漏的地方吹凈,防止雜質(zhì)吸進(jìn)并堵塞探尖。
.按工藝要求往容器里充注一定比例的氦氣和氮?dú)狻?/span>
.調(diào)整吸槍上的壓力控制(約10~20Pa ),以保證吸槍上有一定的吸力。
.將氦質(zhì)譜檢漏儀的探尖以25mm/s的速度沿焊縫或裝配移動(dòng),探尖與測(cè)試件的表面距離保持在2~5mm。如果控制器上的讀數(shù)信號(hào)出現(xiàn)上升,應(yīng)立即將探尖移開(kāi),等2s后再回到原處。根據(jù)讀數(shù)的最大值來(lái)判斷漏點(diǎn)的合格性,單點(diǎn)允許漏率為1. 01Pa·mL/s。對(duì)檢處漏點(diǎn)進(jìn)行標(biāo)志。對(duì)漏率大的漏點(diǎn)應(yīng)進(jìn)行處理,防止漏點(diǎn)的延展擴(kuò)大。
.對(duì)所有的焊縫和裝配縫全部檢查后,根據(jù)標(biāo)志進(jìn)行補(bǔ)漏。補(bǔ)漏必須在常壓下進(jìn)行,對(duì)涂有密封脂的接頭處,需先清洗螺紋,然后重新均勻涂上同樣牌號(hào)的密封脂。
.對(duì)補(bǔ)漏處重新進(jìn)行檢漏,直至合格。
注意:在檢漏時(shí),焊縫等不得涂刷油漆。







